

BOPE 薄膜行业解析:特性、市场格局与未来趋势
BOPE薄膜行业定义及相关政策
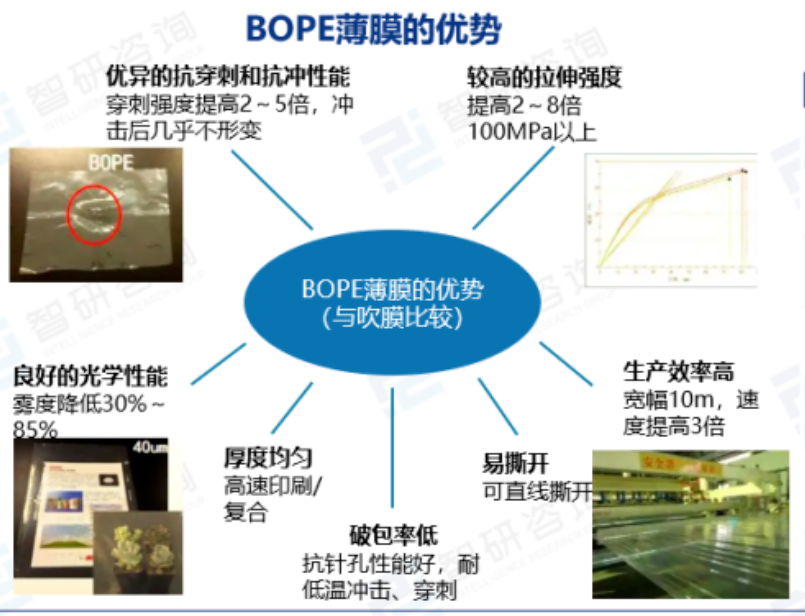
BOPE薄膜,全称Biaxially Oriented Polyethylene,即双向拉伸聚乙烯薄膜,是采用特殊LLDPE、HDPE原料,经过先纵向后横向逐次拉伸而成的,对比使用吹塑工艺生产(IPE)或流延方法生产(CPE)的聚乙烯薄膜,在物理性能方面有显著的提升,BOPE薄膜具有透明度高,更加强的机械强度以及具有单向易撕等特性,对比传统的PE薄膜,耐穿刺性能得到提升,尤其是在低温冷冻包装产品的应用上,能显著降低运输、展示过程中的破包率。产品同时具有更为出众的厚度均匀性,热封性,防潮性好,纵、横向抗拉强度好,并具有防湿和可折叠性等优点。
资料来源:智研咨询整理
BOPE薄膜属于塑料薄膜的重要品类,近年来,国家相继出台塑料薄膜行业政策,为BOPE薄膜这类环保型材料的研发和应用提供了强有力的政策支撑。

资料来源:智研咨询整理
BOPE薄膜行业市场规模
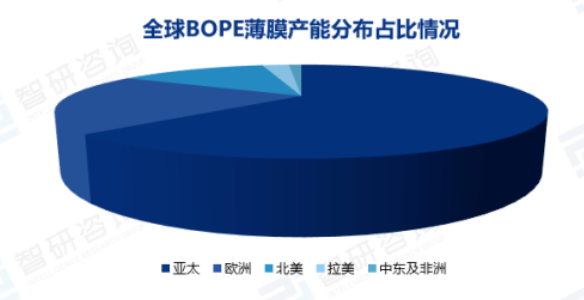
全球双向拉伸聚乙烯(BOPE)薄膜核心厂商包括Jindal Films、 Plastchim-TAD和广东华都城集团等,前三大厂商占有全球大约70%的份额。亚太地区是最大的市场,产能占比全球有大约62.6%左右的份额,其次是欧洲和北美,占BOPE薄膜全球总产能分别为20.62%和13.20%。
资料来源:智研咨询整理
作为采用特殊LLDPE和HDPE原料通过双向拉伸工艺制成的新型薄膜材料,BOPE薄膜凭借其优异的透明度、机械强度和耐穿刺性能,在包装领域展现出显著优势。与传统的PE薄膜相比,BOPE薄膜具有更出色的厚度均匀性、热封性能和防潮性,其纵横向抗控强度均衡,特别在低温冷冻包装应用中能有效降低破包率,这些特性使其在食品、日化等高端包装领域获得广泛应用。
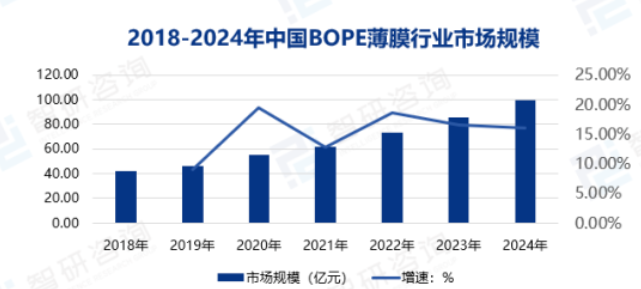
当前我国BOPE薄膜产业正处于快速扩张期,随着广东德冠等领军企业的技术突破和产能释放,国内已实现规模化生产,产品质量逐步达到国际先进水平。在政策层面,“禁塑令”等环保法规的实施为 BOPE薄膜这类可回收材料创造了良好的发展环境,推动其在快递、外卖等领域的替代应用加速。与此同时,BOPE薄膜在医药包装、电子产品保护等新兴领域的渗透率也在持续提升。据统计,2024年中国BOPE薄膜行业市场规模约为99.52亿元。未来,随着生产工艺的进一步优化和应用场景的持续拓展,中国BOPE薄膜产业有望实现从跟跑到并跑乃至领跑的国际竞争力提升。
资料来源:智研咨询整理
BOPE薄膜行业企业格局
BOPE簿股作为全球包装行业的新兴材料,正受到跨国品牌和各地生产商的广泛关注。当前,BOPE薄膜的生产主要集中在欧洲、北美和亚太三大区域,其中,欧洲市场处于领先地位,保加利亚的Plastchim-T率先在2021年投产布鲁克纳混合生产线并持续开发PEoneer®系列产品,Pollivouga和Jindal Films Europe等企业也提供了丰富的 BOPE薄膜产品线。北美市场对BOPE的兴趣与日俱增,主要得益于PE薄膜在当地的高回收率,TC Transcontinental计划2024年成为北美首家投资纯BOPE生产线的企业。亚洲市场同样发展迅速,中国广东德冠经过十余年研发已成为国内首家实现BOPE薄膜规模化生产的企业,印度、东北亚和东南亚地区也在积极布局。

资料来源:智研咨询整理
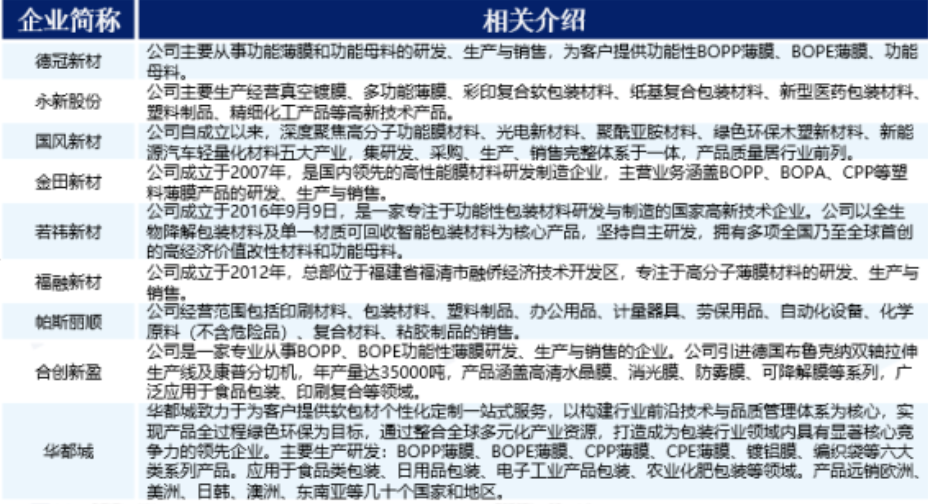
当前,全球BOPE薄膜行业已形成国内外企业共同发展的竞争格局,国际领先企业包括保加利亚的Plastchim-T、印度的Jindal Films Europe、加拿大的TC Transcontinental以及韩国的LG化学等跨国公司,这些企业在技术创新和市场拓展方面具有先发优势,与此同时,中国本土企业如德冠新材、永新股份、国风新材、全田新材、若祎新材、福融新材、帕斯丽顺、合创新盈、华都城等也通过持续研发投入和产能扩张,正在快速提升市场竞争力,推动国内BOPE薄膜产业蓬勃发展。
资料来源:智研咨询整理
行业发展所面临的挑战
生产技术和设备限制
虽然BOPE薄膜的生产技术已经相对成熟,但生产高质量、高稳定性的BOPE薄膜仍然需要先进的生产设备和专业的技术。此外,生产线的改造和升级也需要大量的资金投入。
原材料价格波动
原材料价格的波动直接影响BOPE薄膜的生产成本和市场价格。当原材料价格上涨时,生产成本增加,可能导致市场竞争力下降。
市场竞争
BOPE薄膜市场面临着来自其他包装材料的竞争,如BOPP(双向拉伸聚丙烯)薄膜、BOPA(双向拉伸尼龙)薄膜等。为了保持市场竞争力,BOPE薄膜生产商需要不断创新和提高产品质量。
回收基础设施不完善
尽管BOPE薄膜具有优异的可回收性,但柔性包装行业的回收基础设施尚待完善。特别是薄膜的收集与回收面临诸多挑战,如分类困难、回收效率低等,这限制了BOPE薄膜的广泛应用和回收再利用。
行业发展趋势
高性能化方向
随着包装行业对材料性能要求的不断提高,BOPE薄膜的机械强度、阻隔性能和光学特性将成为研发重点。通过优化生产工艺和配方设计,企业将着力提升薄膜的拉伸强度、抗穿刺性和热封性能,以满足食品、医药等高端包装领域的需求。同时,功能性BOPE薄膜的开发也将加速,如高阻氧阻湿、抗菌、防伪等特种薄膜将逐步实现产业化。原料配方的创新,如采用新型聚乙烯树脂和添加剂,将进一步提升产品的综合性能。生产设备的升级改造也将推动产品品质的持续优化,使国产BOPE薄膜在性能上逐步达到国际先进水平。
智能化生产
随着工业4.0技术的深入应用,BOPE薄膜生产企业将加快数字化转型步伐。通过引入物联网、大数据和人工智能技术,实现生产过程的实时监控和智能优化,提高生产效率和产品一致性。智能检测系统的应用将大幅提升产品质量控制水平,减少人为误差。此外,智能化还将延伸至产品研发环节,通过计算机模拟和算法优化,缩短新产品开发周期。数字化供应链管理系统的建设也将提升企业对市场需求的响应速度,实现更加精准的生产计划安排。
绿色化转型
在环保政策趋严和消费者环保意识提升的背景下,BOPE薄膜行业将加速向绿色化转型。可回收、可降解材料的研发应用将成为重点方向,企业将加大对生物基聚乙烯和易回收配方体系的研发投入。生产工艺的节能减排改造也将持续推进,通过优化能源结构和采用低碳技术降低生产过程中的碳排放。此外,行业将进一步完善回收利用体系,推动薄膜闭环循环经济的发展。环保型BOPE薄膜在包装领域的渗透率将不断提升,成为行业新的增长点。
文章来源:智研咨询


